


Beschadigde of vervormde verpakkingen hebben meestal geen invloed op de inhoud van het product. Toch kunnen ze verderop in het proces serieuze problemen veroorzaken. Een doos die niet goed stapelt, een tray die vervormd is of een verpakking die buiten de verwachte vorm valt, kan storingen geven bij transport, handling, palletiseren of automatische verwerking.
Daar komt de commerciële kant bij. In de winkel laten consumenten producten met een beschadigde verpakking vaak liggen, ook wanneer de inhoud nog goed is. Het product wordt daardoor moeilijk verkoopbaar, terwijl de fout al tijdens of direct na productie had kunnen worden uitgesorteerd. Voor productiebedrijven is het daarom zinvol om beschadigde of vervormde verpakkingen niet pas in de logistiek of retail te ontdekken, maar eerder in de lijn te controleren.
Waarom 3D vision geschikt is voor vervormde verpakkingen
Verpakkingsschade is niet altijd betrouwbaar te controleren met een normaal 2D beeld. Een deuk, bolling, ingedrukte hoek of vervormde wand is vooral een afwijking in vorm. Wanneer een verpakking bedrukt is, glanst of variatie heeft in materiaal, kan een 2D inspectie gevoelig worden voor print, reflectie of kleurverschil in plaats van voor de werkelijke vervorming.
Een 3D triangulatiesensor verzorgt de beeldopname en levert hoogte informatie van de verpakking. De inspectie zelf gebeurt daarna in de machine vision software. In deze toepassing gebruikt EVT EyeVision software de 3D data om zichtbare vlakken te beoordelen op deuken en vervorming, en om lengte, breedte en hoogte van de verpakking te meten.
Daarmee verschuift de inspectie van uiterlijk naar geometrie. Dat is belangrijk bij verpakkingen waarbij de vorm bepalend is voor handling, stapelbaarheid of verkoopbaarheid. De sensor levert de 3D opname, maar de beoordeling of een verpakking goed of fout is, wordt in de software opgebouwd.
Niet altijd rondom controleren
Een volledige controle van alle zijden van een verpakking is technisch mogelijk, maar vraagt meestal meerdere 3D sensoren, meer montage, meer bekabeling, meer verwerking en een krachtigere industriële PC. Dat verhoogt de investering en maakt de integratie complexer. Voor sommige toepassingen is dat nodig, maar in veel productielijnen is het niet de meest logische eerste stap.
In de praktijk ontstaan beschadigingen die tijdens productie worden veroorzaakt vaak op terugkerende plaatsen. Dat komt door geleidingen, overgangen, duwers, grijpers, aanslagen of andere mechanische contactpunten in de lijn. Wanneer bekend is waar de meeste schade ontstaat, kan het veel efficiënter zijn om juist die risicovlakken te controleren.
In deze toepassing werden twee aangrenzende vlakken van de verpakking met één 3D sensor geïnspecteerd. Daarmee is het geen volledige controle van alle zijden, maar wel een praktische oplossing om een groot deel van de beschadigde of vervormde verpakkingen te detecteren en uit te sluizen. De investering blijft overzichtelijker, terwijl de kwaliteitscontrole op de meest relevante foutlocaties sterk verbetert.
Deze afweging is belangrijk wanneer u zelf een vision systeem wilt integreren. Bij 3D verpakkingscontrole gaat het niet alleen om de sensor, maar ook om productgeleiding, software, triggering, verwerking en de keuze hoeveel zijden echt gecontroleerd moeten worden. Lees ook hoe u een machine vision systeem zelf kunt integreren zonder de systeemkeuzes los van elkaar te maken.
Systeemopbouw met 3D sensor, EyeVision en IPC
Voor deze oplossing werd gekozen voor een Wenglor weCat3D triangulatiesensor in combinatie met EVT EyeVision software en een Advantech IPC. De verpakking werd met een geleiding naar één zijde van de transportband gestuurd. Daardoor kwam het product reproduceerbaar door het meetgebied en pasten twee aangrenzende vlakken goed binnen het field of view van de 3D sensor.
De beeldopname werd gestart met een fotoceltrigger. Voor de lijntrigger van de 3D triangulatiesensor werd een encoder op de transportband gebruikt. Dat is bij 3D triangulatie op bewegende producten belangrijk, omdat de opname moet aansluiten op de werkelijke verplaatsing van de verpakking. Wanneer de bandsnelheid varieert en de opname alleen op tijd wordt gebaseerd, kan de 3D data vervormen. De encoder koppelt de opname aan de beweging van de band en maakt de geometrie daardoor stabieler.
De EyeVision VIC module verzorgde de communicatie tussen de Wenglor weCat3D sensor en EyeVision. De sensor leverde de 3D opname als pointcloud. EyeVision gebruikte deze 3D data vervolgens voor de inspectie van de twee zichtbare vlakken. In de software werden deuken en vervormingen beoordeeld en werden lengte, breedte en hoogte van de verpakking gemeten.
Inspectie in EyeVision software
In EyeVision werd de inspectie opgebouwd op basis van de 3D data. De software beoordeelde de twee zichtbare vlakken van de verpakking op afwijkingen in vorm. Daardoor konden ingedrukte delen, vervormde vlakken of afwijkende afmetingen worden herkend als geometrische afwijking ten opzichte van de verwachte verpakking.
Daarnaast werden lengte, breedte en hoogte gecontroleerd. Dat is nuttig wanneer een verpakking niet alleen visueel beschadigd kan zijn, maar ook buiten de maatvoering valt die nodig is voor verdere verwerking in de lijn. Een vervormde verpakking kan bijvoorbeeld nog wel gesloten zijn, maar later problemen geven bij stapelen, grijpen of transporteren.
Voor deze toepassing waren aanvullende 2D inspecties niet nodig. In andere projecten kan EyeVision, afhankelijk van de beschikbare beelddata en hardware, ook worden gebruikt voor extra controles. De kern van deze oplossing lag echter bij 3D vormcontrole: de verpakking moest geometrisch worden beoordeeld, niet op kleur of print.
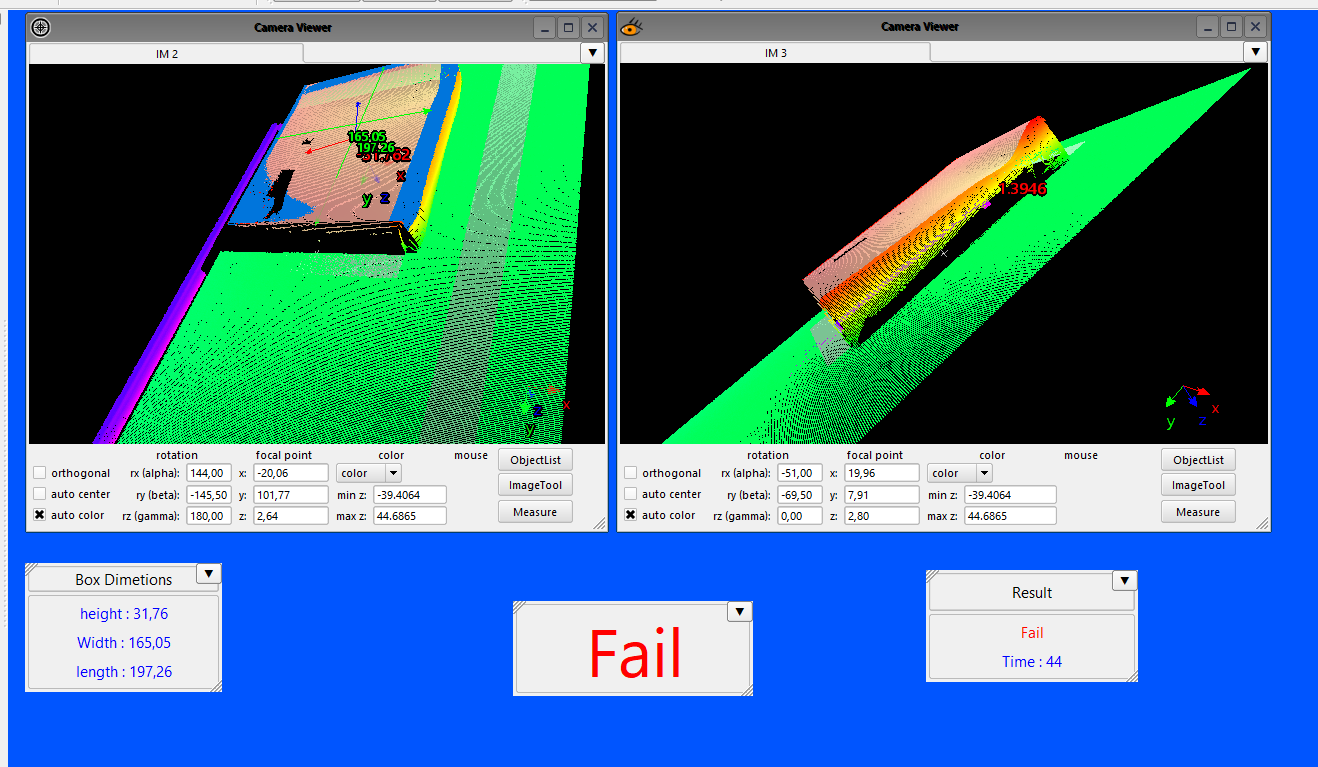
Voorbeeld van een 3D inspectie in EyeVision waarbij de verpakking als FAIL wordt beoordeeld.
Waarom productgeleiding belangrijk is
Bij 3D inspectie wordt vaak eerst naar sensorresolutie of software gekeken. In deze toepassing was de mechanische productpositie minstens zo belangrijk. Wanneer de verpakking vrij over de transportband beweegt, verandert de positie ten opzichte van de sensor. Daardoor kan een vlak deels buiten beeld raken, kan de meetrichting minder gunstig worden of kan dezelfde vervorming op een andere positie in de data verschijnen.
Door de verpakking naar één zijde van de transportband te geleiden, werd de opname reproduceerbaarder. Dat verlaagt de eisen aan softwarecorrectie en maakt de inspectie stabieler. De mechanica lost dan een deel van het vision probleem op voordat de software hoeft te beoordelen.
Dit is vaak het verschil tussen een testopstelling die goed lijkt te werken en een systeem dat in productie blijft functioneren. Sensor, encoder, trigger, productgeleiding, IPC en software bepalen samen of de inspectie betrouwbaar genoeg wordt.
Investering afwegen tegen foutdetectie
Een volledig rondom 3D systeem kan aantrekkelijk klinken, maar is niet altijd nodig. Wanneer meerdere zijden moeten worden geïnspecteerd, stijgen de kosten snel door extra sensoren, montage, synchronisatie, verwerking en integratie. Bovendien wordt de test en onderhoudslast groter.
In deze toepassing was bekend dat de meeste relevante beschadigingen op terugkerende vlakken zichtbaar werden. Door twee aangrenzende vlakken te controleren, kon een groot deel van de foutproducten worden gedetecteerd zonder direct een volledig rondom systeem te bouwen. Dat is geen compromis uit gemak, maar een bewuste systeemkeuze: voldoende foutdetectie tegen een investering die past bij het risico.
Bij hogere eisen kan een systeem later worden uitgebreid met extra sensoren of aanvullende inspectiestappen. Maar voor veel verpakkingslijnen is het verstandiger om eerst de meest foutgevoelige vlakken betrouwbaar te controleren, voordat de oplossing onnodig complex wordt gemaakt.
Gebruikte systeemcomponenten
Voor deze toepassing bestond de systeemopbouw uit EyeVision 3D area software, een EyeVision Wenglor weCat3D VIC EVHD 3D interface, een Advantech IPC en een Wenglor weCat3D triangulatiesensor.
EyeVision is daarbij niet beperkt tot één specifiek merk 3D sensor. De software kan, afhankelijk van de interface en ondersteuning, ook met andere 3D triangulatiesensoren worden gebruikt. Dat is vooral interessant voor machinebouwers en technische teams die een flexibele softwareomgeving willen gebruiken, zonder de volledige applicatie vast te leggen op één sensorplatform.
Wilt u een vergelijkbare inspectie zelf opbouwen, dan begint de keuze niet bij één sensor, maar bij de foutlocatie, productgeleiding, benodigde 3D dekking en softwareaanpak. Ook bij dit type toepassing blijft de systeemkeuze bepalend: de foutlocatie, productgeleiding, benodigde 3D dekking en softwareaanpak moeten samen worden beoordeeld.
Conclusie
3D vision is een sterke methode om beschadigde of vervormde verpakkingen te controleren wanneer de fout vooral in vorm, hoogte of maatvoering zit. De 3D sensor verzorgt de opname, terwijl EyeVision de inspectie en metingen uitvoert op basis van de 3D data.
De belangrijkste ontwerpkeuze is niet alleen welke sensor wordt gebruikt, maar hoeveel van de verpakking daadwerkelijk gecontroleerd moet worden. Volledige rondomcontrole vraagt meerdere sensoren en meer verwerking. Wanneer schade in de praktijk vooral op terugkerende vlakken ontstaat, kan een systeem met één 3D sensor en goede productgeleiding al veel foutproducten uit de lijn halen.
Voor verpakkingscontrole draait het dus om de juiste balans tussen foutdetectie, systeemcomplexiteit en investering. Door de kritische vlakken te inspecteren met een 3D triangulatiesensor, EyeVision software en een industriële IPC kan een praktische oplossing worden gebouwd die beschadigde of vervormde verpakkingen eerder in het proces uitsluist.


