


Damaged or deformed packaging usually does not affect the contents of the product. Nevertheless, it can cause serious problems further down the process. A box that does not stack properly, a tray that is deformed or packaging that falls outside the expected shape can cause disruptions during transport, handling, palletizing or automatic processing.
There is also the commercial side. In stores, consumers often leave products with damaged packaging on the shelf, even when the contents are still good. As a result, the product becomes difficult to sell, while the error could already have been sorted out during or directly after production. For production companies, it is therefore useful to check damaged or deformed packaging earlier in the line, instead of discovering it later in logistics or retail.
Why 3D vision is suitable for deformed packaging
Packaging damage cannot always be checked reliably with a standard 2D image. A dent, bulge, pressed in corner or deformed wall is mainly a shape deviation. When packaging is printed, glossy or has material variation, a 2D inspection can become sensitive to print, reflection or color differences instead of the actual deformation.
A 3D triangulation sensor handles the image acquisition and provides height information of the packaging. The inspection itself then takes place in the machine vision software. In this application, EVT EyeVision software uses the 3D data to assess the visible surfaces for dents and deformation, and to measure the length, width and height of the packaging.
This shifts the inspection from appearance to geometry. That is important for packaging where shape determines handling, stackability or saleability. The sensor provides the 3D acquisition, but the decision whether packaging is good or rejected is built in the software.
Not always inspecting all sides
A complete inspection of all sides of a package is technically possible, but usually requires multiple 3D sensors, more mounting, more cabling, more processing and a more powerful industrial PC. This increases the investment and makes the integration more complex. For some applications this is necessary, but in many production lines it is not the most logical first step.
In practice, damage caused during production often occurs in recurring locations. This is caused by guides, transitions, pushers, grippers, stops or other mechanical contact points in the line. When it is known where most damage occurs, it can be much more efficient to inspect exactly those risk surfaces.
In this application, two adjacent surfaces of the packaging were inspected with one 3D sensor. This does not provide a full inspection of all sides, but it is a practical solution to detect and reject a large share of damaged or deformed packaging. The investment remains more manageable, while quality control on the most relevant defect locations improves significantly.
This trade off is important when you want to integrate a vision system yourself. With 3D packaging inspection, it is not only about the sensor, but also about product guidance, software, triggering, processing and the decision of how many sides really need to be inspected. Also read how you can integrate a machine vision system yourself without treating the system choices as separate decisions.
System setup with 3D sensor, EyeVision and IPC
For this solution, a Wenglor weCat3D triangulation sensor was selected in combination with EVT EyeVision software and an Advantech IPC. The packaging was guided to one side of the conveyor belt. As a result, the product moved through the measuring area in a reproducible way and two adjacent surfaces fitted well within the field of view of the 3D sensor.
Image acquisition was started with a photoelectric trigger. For the line trigger of the 3D triangulation sensor, an encoder on the conveyor belt was used. This is important for 3D triangulation on moving products, because the acquisition must match the actual movement of the packaging. When the belt speed varies and the acquisition is based only on time, the 3D data can become distorted. The encoder links the acquisition to the movement of the belt and therefore makes the geometry more stable.
The EyeVision VIC module handled the communication between the Wenglor weCat3D sensor and EyeVision. The sensor provided the 3D acquisition as a point cloud. EyeVision then used this 3D data for the inspection of the two visible surfaces. In the software, dents and deformations were assessed and the length, width and height of the packaging were measured.
Inspection in EyeVision software
In EyeVision, the inspection was built based on the 3D data. The software assessed the two visible surfaces of the packaging for shape deviations. This made it possible to recognize pressed in areas, deformed surfaces or deviating dimensions as geometric deviations from the expected packaging.
In addition, length, width and height were checked. This is useful when packaging is not only visually damaged, but also outside the dimensional tolerance required for further processing in the line. A deformed package may still be closed, but can later cause problems during stacking, gripping or transport.
For this application, additional 2D inspections were not required. In other projects, EyeVision can also be used for extra checks, depending on the available image data and hardware. However, the core of this solution was 3D shape inspection: the packaging had to be assessed geometrically, not based on color or print.
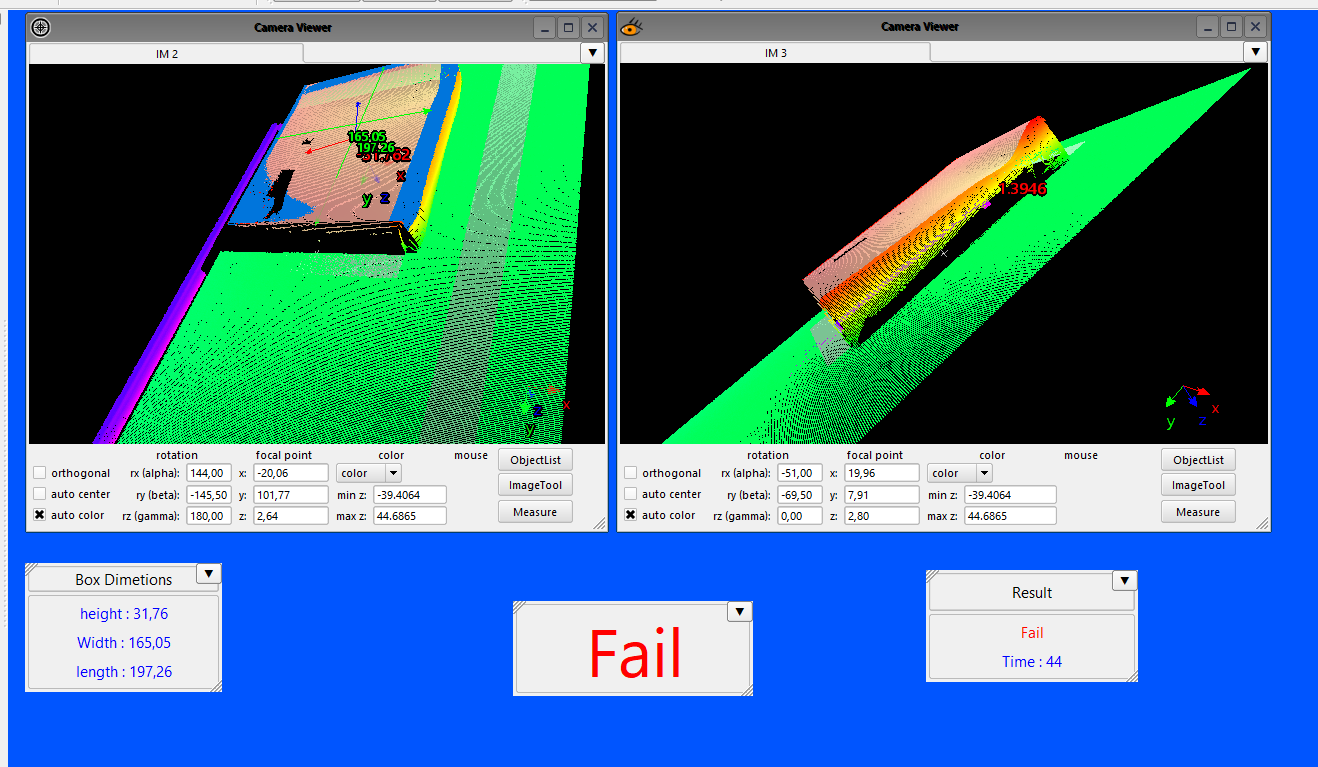
Example of a 3D inspection in EyeVision where the packaging is evaluated as FAIL.
Why product guidance is important
With 3D inspection, people often first look at sensor resolution or software. In this application, the mechanical product position was at least as important. When the packaging moves freely over the conveyor belt, its position relative to the sensor changes. As a result, a surface can partly move out of view, the measuring direction can become less favorable or the same deformation can appear at a different position in the data.
By guiding the packaging to one side of the conveyor belt, the acquisition became more reproducible. This reduces the need for software correction and makes the inspection more stable. The mechanics therefore solve part of the vision problem before the software has to make a decision.
This is often the difference between a test setup that appears to work well and a system that keeps functioning in production. Sensor, encoder, trigger, product guidance, IPC and software together determine whether the inspection becomes reliable enough.
Balancing investment against defect detection
A complete 3D system around all sides may sound attractive, but it is not always necessary. When multiple sides have to be inspected, costs quickly increase due to additional sensors, mounting, synchronization, processing and integration. In addition, testing and maintenance become more demanding.
In this application, it was known that the most relevant damage became visible on recurring surfaces. By inspecting two adjacent surfaces, a large share of defective products could be detected without immediately building a complete all around system. This is not a compromise for convenience, but a deliberate system choice: sufficient defect detection with an investment that fits the risk.
When requirements are higher, a system can later be expanded with additional sensors or additional inspection steps. But for many packaging lines, it is better to first inspect the most defect sensitive surfaces reliably before making the solution unnecessarily complex.
System components used
For this application, the system setup consisted of EyeVision 3D area software, an EyeVision Wenglor weCat3D VIC EVHD 3D interface, an Advantech IPC and a Wenglor weCat3D triangulation sensor.
EyeVision is not limited to one specific brand of 3D sensor. Depending on the interface and support, the software can also be used with other 3D triangulation sensors. This is especially interesting for machine builders and technical teams that want to use a flexible software environment without locking the complete application to one sensor platform.
If you want to build a similar inspection yourself, the choice does not start with one sensor, but with the defect location, product guidance, required 3D coverage and software approach. Also for this type of application, the system choice remains decisive: the defect location, product guidance, required 3D coverage and software approach must be assessed together.
Conclusion
3D vision is a strong method for checking damaged or deformed packaging when the defect is mainly related to shape, height or dimensions. The 3D sensor handles the acquisition, while EyeVision performs the inspection and measurements based on the 3D data.
The most important design choice is not only which sensor is used, but how much of the packaging actually needs to be inspected. Full inspection around all sides requires multiple sensors and more processing. When damage in practice mainly occurs on recurring surfaces, a system with one 3D sensor and good product guidance can already remove many defective products from the line.
For packaging inspection, it is therefore about the right balance between defect detection, system complexity and investment. By inspecting the critical surfaces with a 3D triangulation sensor, EyeVision software and an industrial IPC, a practical solution can be built that rejects damaged or deformed packaging earlier in the process.


