

Carrier Tape Inspektion ist in der Halbleiterindustrie häufig eine der letzten visuellen Prüfungen, bevor Komponenten an den Kunden versendet werden. Zu diesem Zeitpunkt wurden die Bauteile in der Regel bereits mehrfach geprüft. Zum Beispiel nach Molding, Marking, Trimming, Forming oder nach der elektrischen Prüfung.
Trotzdem wird oft noch eine zusätzliche Prüfung durchgeführt, sobald die Komponenten in der Carrier Tape liegen. Das ist sinnvoll, denn auch beim Einlegen in die Tape kann noch etwas schiefgehen. Ein Bauteil kann falsch gedreht liegen, eine falsche Variante kann in die Tape gelangen, die Beschriftung kann schlecht lesbar sein oder ein Pin kann sich beim Handling verbiegen.
Carrier Tape Inspektion ist deshalb meistens keine hochgenaue Prozessmessung, sondern eine letzte Kontrolle auf Orientierung, richtigen Produkttyp, Lesbarkeit und sichtbare Handling Schäden.
Was wird geprüft?
Eine häufige Prüfung ist die Orientierung des Bauteils. In der Praxis wird dies oft über eine Pin 1 Prüfung gelöst. Die Software sucht dann nach einem eindeutigen Orientierungsmerkmal, zum Beispiel einem Dot, einer Aussparung, einer Markierung oder der Position der Beschriftung. Liegt dieses Merkmal an der falschen Stelle, wurde das Bauteil falsch in der Carrier Tape platziert.
Zusätzlich wird häufig geprüft, ob der richtige Komponententyp versendet wird. Das erfolgt meistens über OCR auf der Beschriftung des Packages. Bei Komponenten, die sich äußerlich stark ähneln, ist dies eine wichtige Endkontrolle.
Auch Pins oder Leads können an dieser Position geprüft werden. Die genaue Pinposition, Länge oder Coplanarität wurde oft bereits früher im Prozess mit einem genaueren System gemessen. Bei der Carrier Tape Inspektion geht es meistens um eine praktische Kontrolle: Ist beim Einlegen in die Tape ein Pin sichtbar verbogen oder beschädigt worden?
Dieser Unterschied ist wichtig. Man sollte nicht versuchen, aus einer einfachen Endprüfung nachträglich ein präzises Messsystem zu machen, wenn Mechanik, Tapeführung, Kamera, Objektiv und Beleuchtung nicht wirklich dafür ausgelegt sind.
Kameraauswahl
Die Kameraauswahl beginnt mit dem kleinsten Detail, das zuverlässig erkannt werden muss.
Wenn Text gelesen oder kontrolliert werden soll, betrachtet man zuerst die Anforderungen der OCR Software. Wie viele Pixel muss ein Zeichen mindestens hoch sein? Wie viele Pixel werden über die Zeichenbreite benötigt? Daraus ergibt sich die erforderliche Auflösung am Objekt.
Wenn auch Pins, Kanten oder kleine Beschädigungen beurteilt werden müssen, bestimmt das kleinste kritische Detail die praktische Auflösung. Dabei sollte man nicht nur auf die theoretische Pixelgröße schauen. In der Praxis liegt das Bauteil nicht immer exakt an derselben Position in der Pocket. Es gibt Spiel in der Carrier Tape, leichte Bewegung kann auftreten und auch die Triggerposition hat eine Toleranz.
Für das Erkennen deutlich verbogener Pins ist das meistens kein großes Problem. Solche Fehler sind oft gut sichtbar. Bei genauer Längenmessung oder Positionsmessung von Pins sieht es anders aus. Dann muss der gesamte mechanische und optische Aufbau deutlich präziser ausgelegt werden.
Field of View
Das Field of View wird meistens anhand der Abmessungen der Pocket in der Carrier Tape gewählt. Das Bildfeld sollte nicht exakt so groß sein wie die Pocket, sondern einige Millimeter Reserve haben. Die komplette Pocket muss immer im Bild sein, auch wenn sich die Tape etwas verschiebt oder die Triggerposition variiert.
Bei bewegter Tape muss besonders auf die Transportrichtung geachtet werden. Die Triggergenauigkeit bestimmt, wie viel zusätzliche Reserve in dieser Richtung erforderlich ist. Ein kleineres Field of View liefert mehr Detail, aber weniger Prozessreserve. Ein größeres Field of View gibt mehr Reserve, kostet aber Auflösung.
Die richtige Wahl ist daher immer ein Kompromiss zwischen Detail und Robustheit.
Objektivauswahl
Eine hohe Kameraauflösung ist nur sinnvoll, wenn das Objektiv diese Auflösung auch unterstützt. Das Objektiv muss genügend optische Auflösung für den gewählten Sensor und die Pixelgröße liefern.
Dabei sollte man nicht nur auf die Bildmitte achten. Bei der Carrier Tape Inspektion können Text, Pins und Package Kanten auch weiter außen im Bildfeld liegen. Genau dort sieht man bei einfacheren Objektiven oft, dass Kontrast und Schärfe abfallen.
Im Datenblatt eines Objektivs wird dies meistens in der MTF Kurve oder als optische Auflösung in lp/mm angegeben. Entscheidend ist vor allem, ob das Objektiv in dem Bereich noch ausreichend gut bleibt, in dem die kritischen Prüfdetails liegen.
Ein Aufbau kann in der Bildmitte sehr gut aussehen und trotzdem unzuverlässig werden, sobald die wichtigen Details am Rand des Bildes liegen.
Beleuchtung
Die Beleuchtung hat oft mehr Einfluss als die Kamera. Besonders bei schwarzen oder dunkelgrauen Packages, glänzenden Pins und reflektierenden Pocketwänden.
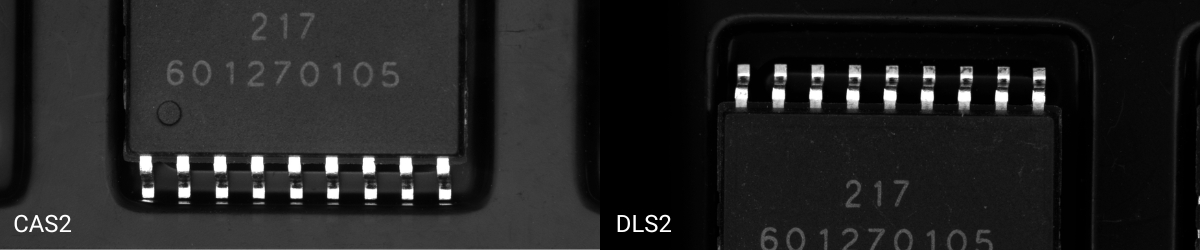
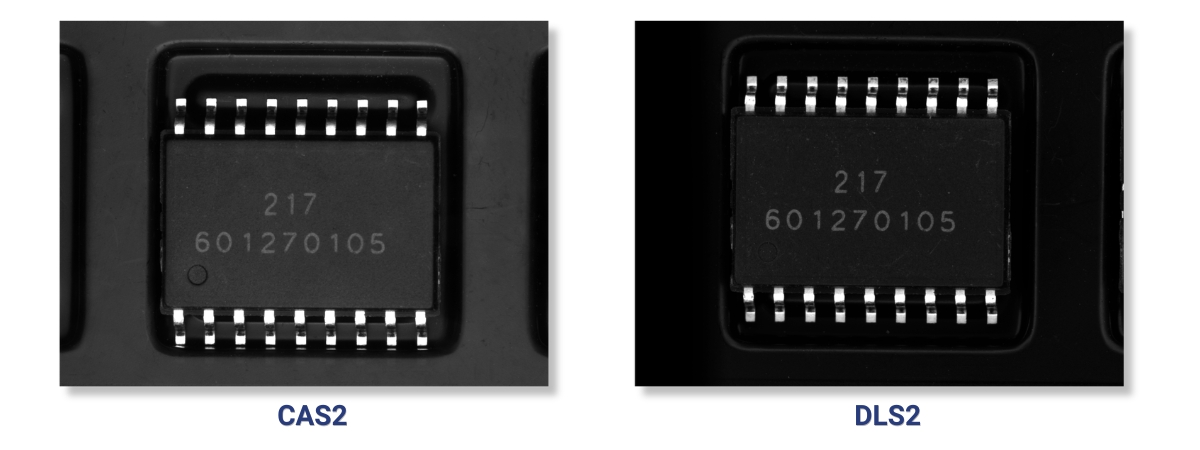
Eine koaxiale Beleuchtung, zum Beispiel eine CAS Beleuchtung, funktioniert oft gut für Text, Beschriftung und Pin 1 Prüfung. Die Beleuchtung ist einfach zu montieren und liefert bei vielen Packages genügend Kontrast, um Text oder eine Orientierungsmarkierung zu erkennen. Für OCR und Pin 1 Prüfung ist dies häufig eine gute erste Wahl.
Der Nachteil ist, dass glänzende Bereiche auch Spiegelungen erzeugen können. Bei manchen Carrier Tapes sieht man Reflexionen von Pins oder Pinspitzen in der Wand der Pocket. Für reine Textprüfung ist das meistens unkritisch. Für die Prüfung von Pinlänge oder Pinform kann es jedoch störend sein.
Eine diffuse quadratische Beleuchtung, zum Beispiel eine DLS2 Beleuchtung, kann dies besser lösen. Das Licht trifft unter einem Winkel auf das Bauteil, wodurch Reflexionen ruhiger werden und der Einfluss der Oberflächenstruktur kleiner wird. Text kann dadurch oft stabiler sichtbar werden und Beschädigungen am Package können deutlicher hervortreten.
Gleichzeitig kann eine Pin 1 Markierung dadurch manchmal weniger sichtbar werden. Eine Markierung, die mit koaxialer Beleuchtung klaren Kontrast liefert, kann bei diffuser schräger Beleuchtung fast verschwinden.
Ein oder zwei Bilder
Welche Beleuchtung am besten geeignet ist, hängt von der Prüfaufgabe ab.
Wenn OCR und Pin 1 Prüfung im Vordergrund stehen, ist koaxiale Beleuchtung oft naheliegend. Wenn Reflexionen, Package Schäden oder sichtbare Pin Schäden wichtiger sind, kann diffuse Beleuchtung besser geeignet sein.
In manchen Fällen lässt sich die komplette Prüfung nicht sauber mit nur einer Beleuchtung lösen. Dann ist es besser, zwei Bilder aufzunehmen. Ein Bild mit koaxialer Beleuchtung für Text und Pin 1. Ein Bild mit diffuser Beleuchtung für Oberfläche, Pins und reflexionsempfindliche Details.
Das macht die Inspektion etwas komplexer, verhindert aber, dass man eine Beleuchtung für Prüfaufgaben erzwingt, für die sie eigentlich nicht geeignet ist.
Praktische Vorgehensweise
Beginnen Sie nicht mit der Kamera. Beginnen Sie mit der Prüfaufgabe.
Muss nur geprüft werden, ob das Bauteil vorhanden ist und richtig liegt? Muss der Text gelesen werden? Muss Pin 1 geprüft werden? Sollen Pins nur auf sichtbare Beschädigung erkannt werden, oder muss wirklich gemessen werden? Soll auch eine Beschädigung am Package geprüft werden?
Erst danach werden Kamera, Objektiv, Beleuchtung, Trigger und mechanischer Aufbau gewählt. Diese Arbeitsweise passt dazu, wie man ein Machine Vision System praktisch aufbaut: Zuerst wird die Anwendung in Bildqualität, Auflösung, Beleuchtung und Timing übersetzt, danach werden die passenden Komponenten ausgewählt.
Verwenden Sie möglichst echte Muster. Nicht nur Gutteile, sondern auch Fehlerteile. Falsch gedrehte Bauteile, schlechte Beschriftung, beschädigte Packages und verbogene Pins. Nur dann sieht man, ob die gewählte Beleuchtung und Auflösung genügend Reserve bieten.
Eine Carrier Tape Inspektion wirkt oft einfach, aber kleine Unterschiede in Tape, Package Material, Beschriftung, Reflexion und Position können großen Einfluss auf die Bildqualität haben.
Worauf es in der Praxis ankommt
Carrier Tape Inspektion ist eine praktische Endkontrolle. Geprüft wird, ob das richtige Bauteil in der Pocket liegt, ob die Orientierung stimmt, ob die Beschriftung lesbar ist und ob beim Handling oder beim Platzieren in der Tape keine sichtbaren Schäden entstanden sind.
Die Zuverlässigkeit hängt nicht nur von der Kameraauflösung ab. Die Kombination aus Kamera, Objektiv, Beleuchtung, Field of View, Triggergenauigkeit und mechanischer Führung bestimmt, ob das System stabil arbeitet.
Für Text, OCR und Pin 1 Prüfung ist koaxiale Beleuchtung oft stark. Für Reflexionen, Oberfläche und sichtbare Pin Schäden kann diffuse Beleuchtung besser sein. Wenn beide Prüfungen wichtig sind, ist die Aufnahme von zwei Bildern häufig die robusteste Lösung.
Bei der Auswahl der Komponenten für eine Carrier Tape Inspektion sollten Kamera, Objektiv, Beleuchtung, Trigger und mechanische Führung gemeinsam betrachtet werden. In vielen Fällen ist ein praktischer Test mit guten und fehlerhaften Mustern der schnellste Weg, um zu bestimmen, welche Konfiguration ausreichend Prozessreserve bietet. Machine Vision Shop kann Sie dabei unterstützen, die richtigen Machine Vision Komponenten auszuwählen, ob Sie das System selbst integrieren oder zunächst die Bildqualität mit Mustertests validieren möchten.


