Machine Vision Cameras
A machine vision camera determines how much image information is available, but inspection reliability depends on the complete optical configuration. The correct camera is selected based on the smallest feature that must remain visible, the field of view, product speed, exposure time, sensor size, pixel size, lens and available illumination.
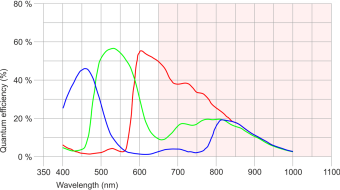
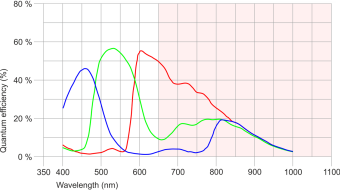
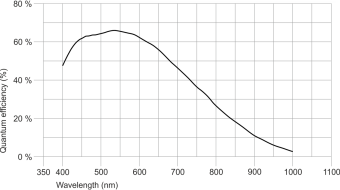
Higher resolution only provides more usable detail when the lens projects that detail sharply onto the sensor and the illumination supports the required exposure time. For moving products, frame rate alone is not enough: an exposure time that is too long causes motion blur, which may require higher light intensity or strobe control.
GigE cameras are often suitable for longer cable distances and industrial networks, while USB3 cameras provide high bandwidth over short distances. Smart cameras and AI cameras become relevant when image processing must take place close to the camera. That is why the camera must always be matched to the lens, illumination, filters, interface and software.
363 Items