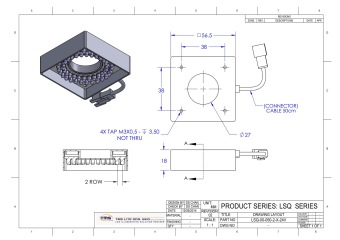
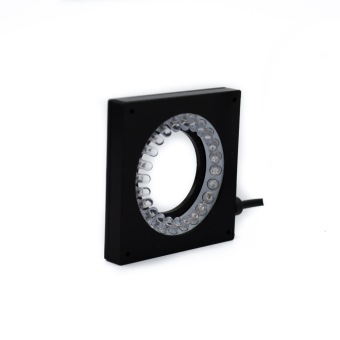
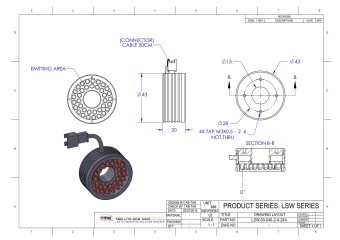
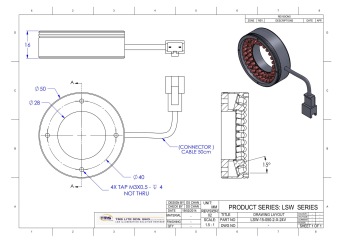
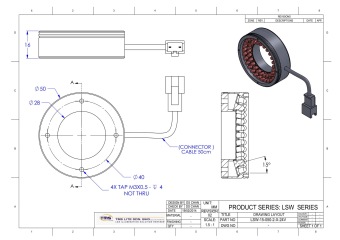
Ring Lights
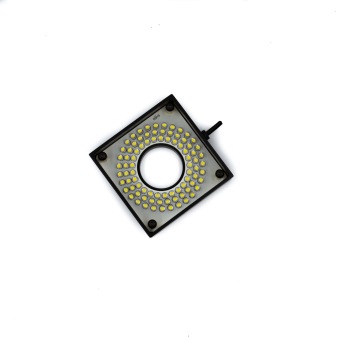
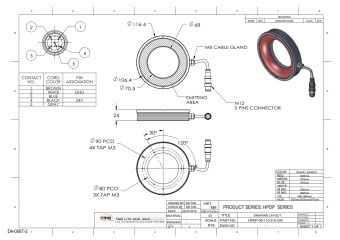
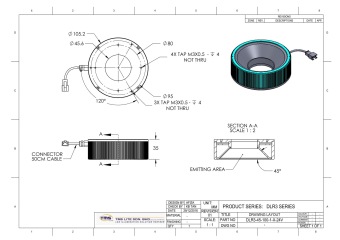
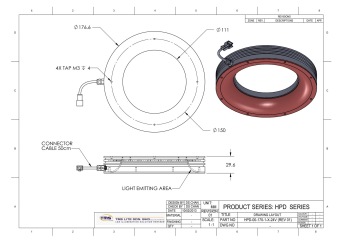
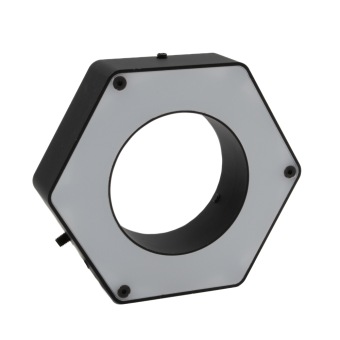
Ring lights are widely used in machine vision systems for applications requiring uniform and shadow-reduced illumination. Mounted concentrically around the camera lens, they provide symmetric lighting along the optical axis, minimizing directional shadows and creating consistent image brightness. In practice, this makes ring lights suitable for general inspection tasks where stable contrast is more important than emphasizing surface structure.
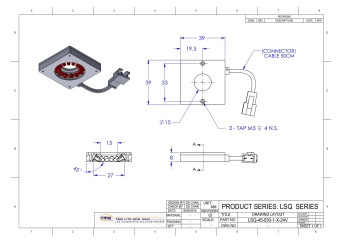
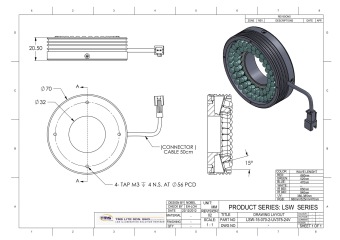
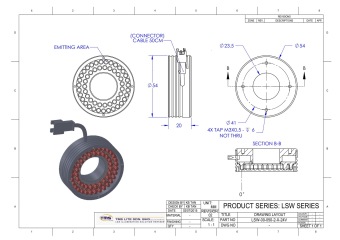
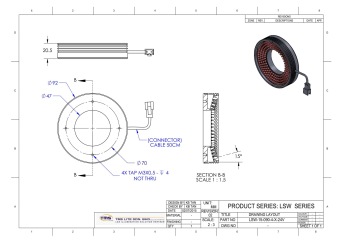
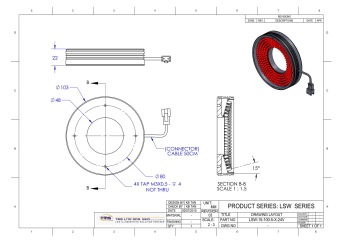
The effectiveness depends on working distance, ring diameter, and illumination angle; smaller angles increase uniformity but reduce sensitivity to surface defects. A common limitation is the lack of directional contrast, making ring lights less suitable for detecting scratches or fine textures. Adjusting distance or combining with angled lighting is often required when surface variation needs to be enhanced.
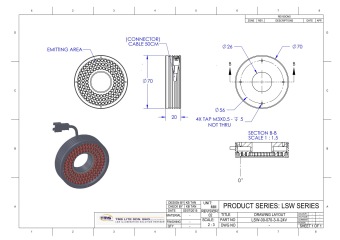
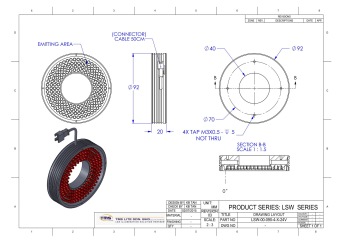
Ring lights are commonly used for object detection, positioning, and presence verification in automated systems. In combination with an appropriate lens and sensor, they provide stable and repeatable illumination, where selection depends on field of view, mounting constraints, and required contrast level. Our ring lights offer homogeneous illumination and flexible configurations for reliable industrial inspection.
465 Items