Machine Vision Illumination
Machine vision illumination determines whether the camera and software can evaluate a feature reliably. The correct illumination is not selected as a standalone light, but based on material, surface, working distance, exposure time and the contrast required between a good part and a defect.
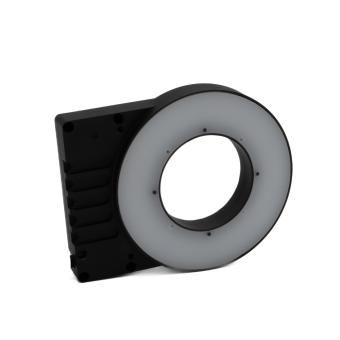
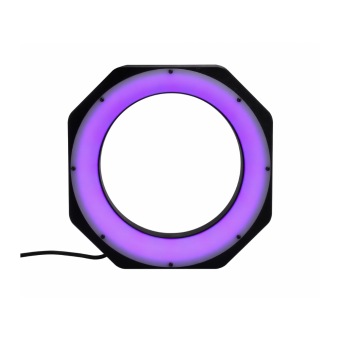
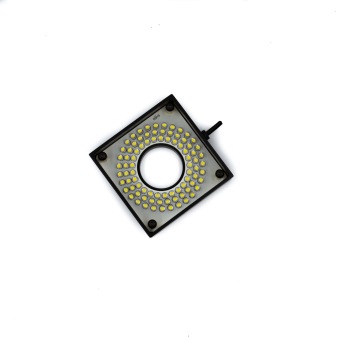
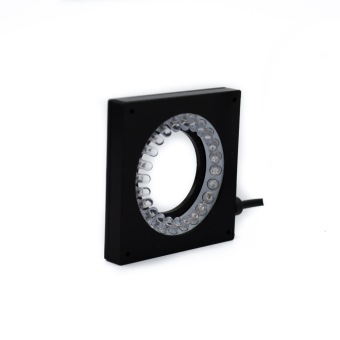
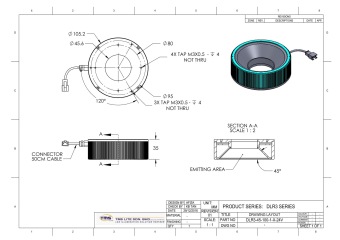
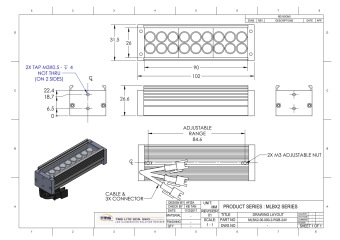
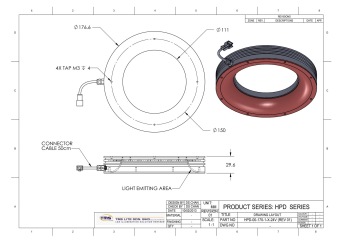
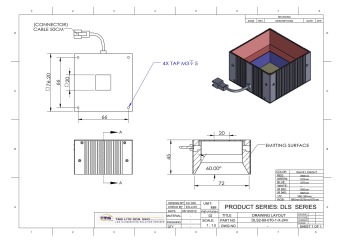
For dimensional inspection, backlighting is often suitable because contours and openings become clearly visible. In surface inspection, the defect type determines which illumination works: ring lights, bar lights, coaxial illumination or dome lights each create a different trade-off between reflection, shadow and detail visibility.
For moving products, illumination is directly linked to exposure time. A short exposure time reduces motion blur, but requires higher light intensity or strobe control. That is why machine vision illumination must always be matched to the camera, lens, filters and software.
2311 Items